


海为PLC 在伺服摇摆试验机上的应用
海为HW-S20ZA220T 型号的PLC 是集开关量、模拟量、脉冲量为一体的性价比高的一款可编程控制器。根据此体验机型是晶体管输出的特点,可以输出10KHz 的脉冲量,特意用在了我们公司新研发的伺服摇摆试验机上。 根据摇摆试验机的工艺要求,以现有的海为HW-S20ZA220T PLC 为中心,东元伺服为执行机构,还有一些正泰的低压电器,乐清的接近开关为执行检测元件,设计符合我们使用要求的摇摆试验机。所有控制系统都是国产品牌。 第一步设计原理图。我用的是AutoCAD Electrical 2011 电气专用绘图软件制作电气原理图的。因为软件中没有国产PLC 的图块,先是根据海为PLC 的接线定制了一个PLC 块。根据海为PLC 内附带的光盘资料找到接线图,更改ACE 中的一些PLC 块参数。 这样一个完整的国产PLC 图块就完成了(如图1 海为PLC ACE 接线图块)。然后在软件中插入PLC 块即可图出伺服摇摆试验机的原理图了。刚开始因为没有海为PLC 与伺服驱动器的接线例图,在设计时还犹豫了,担心损坏PLC 或是伺服驱动器。为了确保图纸无误,让海为的朱工确认了一下。其实担心是多余的,海为PLC 控制伺服的接线与其他品牌的接线方式是一样一样的。 图1:海为PLC ACE 接线图块 第二步设计PLC 程序。根据设备工艺要求和电气原理图来设计PLC 程序。海为公司为了用户更好的应用PLC,还是做了大量的程序示例。光盘中所带的Haiwell_PLC 示例程序就有100 例左右,有开关量基本功能的,温度控制功能的,脉冲控制功能的,与各品牌的变频器通讯的示例等等。每一段小示例,都凝聚着海为研发人员的心血,都可以帮助我们省去大量的设计时间。让用户更容易的理解其指令应用。我设计的这个项目与其中“伺服步进控制演示程序(正反转)”的示例有些类似。有了这样的示例,在设计中省去了我很大的周折。我应用的主要是D.PLSY 脉冲指令(如下图2 PLSY 指令应用),并且只需要频率控制。所以只需设置PauF 的频率数即可。当PauF 为正数时伺服即正转,为负数时为反转;PauN 为脉冲数,在此程序因为不需要所以设定为0,即表示只要没有停止命令,伺服电机就会一直匀速的运行;PLSx 为0 表示输出端口为0 端口。而“脉冲输出通道号与输出模式”需要在“PLC 硬件配置”中设置(如图3 PLC 硬件配置),输出模式“脉冲加方向”需要与伺服驱动器中的“脉冲命令选择”一致。如果不一致,伺服电机只有一个方向输出,不会有反方向动作。应用的其他简单的指令,在此就不一一介绍了。 图2:PLSY 指令应用 图3:PLC 硬件配置 第三步电控组装与配线(如图4:电控柜)。由于公司处于创业阶段人员较为紧张,所以电控器件的选购与组装配线的工作也落在了我的肩上。从电器市场采购来低压控制、检测等电器元件与电控柜,根据布件图与原理图开始布件、开孔、组装、打线号、配线等工作。因为手生,所以电控柜配线有些凌乱,但不影响功能正常运行。组装配线大概用了两天的时间。事无巨细,乐此不疲。 图4:电控柜 第四步调试设备。配线完成之后,就开始了程序的调试工作。因为是第一次使用海为PLC,为了确保上电不烧电器件,所以上电前检查的很仔细。用万用表将接线一颗一颗的测量过,与原理图符合后才上电,一切完好。下载程序,调试开始。因为设备较为简单,没有费劲就调试完成了。 第五步PLC 的疲劳性试验。设备完成后,就开始用在工厂中运行了。每天24 小时的开机运行,到目前已经无故障运行了二十多天了。可见,海为PLC 做的已经很成熟了。 已经有N 多年没有这么独立的完成一个项目了,从方案确定到设备应用到工厂都是自己独立完成的,工期大约十天左右的时间。这么快的速度完工,其中离不开海为公司杨工、朱工的大力支持,在此表示感谢。 国产海为PLC 的体验之旅,伴随着设备长时间的无故障运行,完美谢幕了。 体验者:张卫鹏







 投诉建议
投诉建议
提交
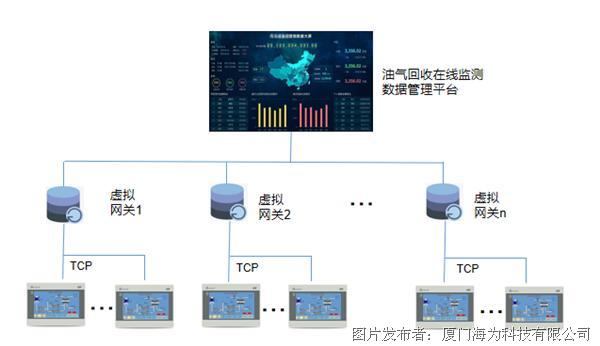
碳达峰、碳中和丨海为油气回收在线监测数据解决方案

Haiwell海为工业物联网云盒XBOX
Haiwell(海为)HMI/APP油气回收在线监测数据解决方案

Haiwell(海为)跑台印花机无线通讯解决方案

海为工业物联网企业平台